

激光熔覆
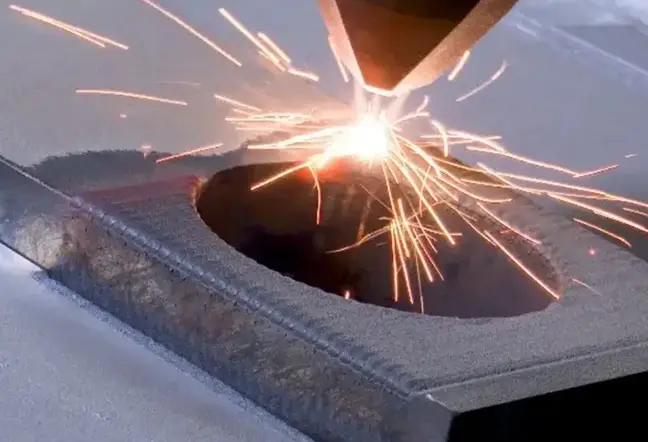
激光熔覆技术是一种零件表面改性技术,其实质是采用预置粉法或同步送粉法向基材表面供给熔覆材料,并在高能密度激光束作用下迅速熔化、扩展及快速凝固形成稀释度极低与基体呈冶金结合的表层,从而修复缺损,并改善基层表面的耐磨、耐蚀、耐热、抗氧化等性能。
激光熔覆技术具有自动化修复、修复层与基体冶金结合、强度高、热量注入小、零件变形小、修复尺寸精确可控等优点,对环境无污染,而且修复后使用性能大大提高。该技术已成功用于输油装备、冶金轧辊、发电机组等重大关键零部件修复,取得显著的经济社会效益。
激光熔覆特点:
- 冷却速度快,涂层稀释率低,热输入和畸变小,熔覆材料选择范围广,涂层厚度可调范围大,选区熔覆,自动化控制

激光增材制造应用
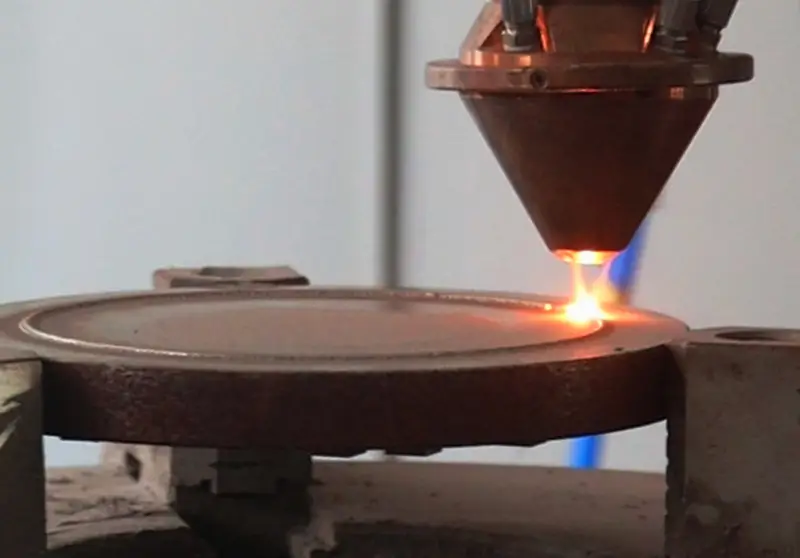
- 产品名称:煤机行业液压立柱
- 激光器:光惠激光6000W激光器
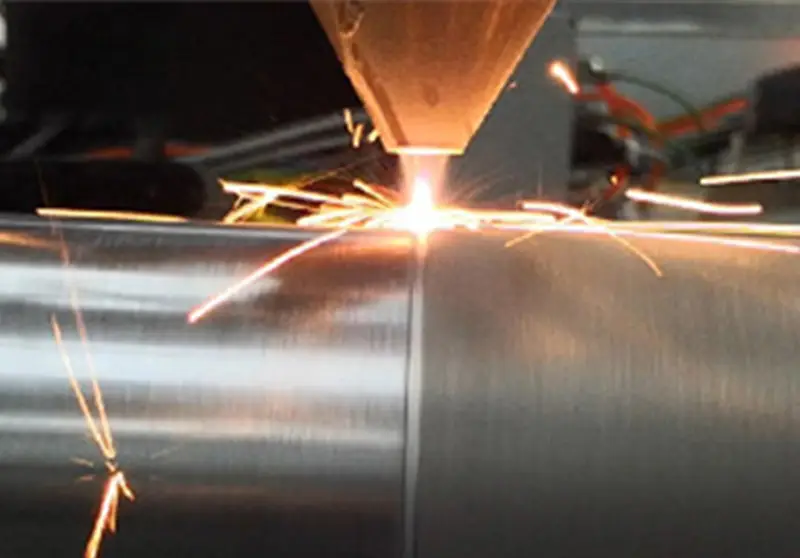
- 工艺方式: 同轴送粉,高速熔覆,线速度>10m/min
- 熔覆道温度:约60℃
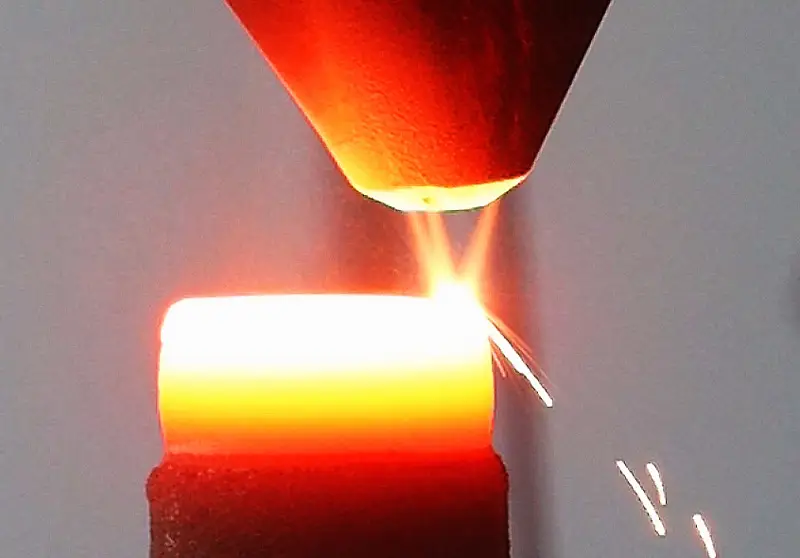
- 产品名称:煤机行业液压立柱
- 激光器:光惠激光4000W激光器
- 工艺方式:同轴送粉末,常规熔覆,线速度:1.0~1.5m/min
- 熔覆道温度:约800-900℃

传统熔覆与光纤激光器优势对比
现如今,保持市场竞争力需要降低成本、提高效率和稳定的零件质量,而传统技术无法满足这些要求,越来越多的制造商从传统的熔覆技术转向使用光纤激光器进行熔覆
等离子熔覆
 等离子喷涂熔覆后,结合强度较低,涂层容易脱落。
等离子喷涂熔覆后,结合强度较低,涂层容易脱落。激光熔覆
 激光熔覆具有较低的稀释率、更好的加工柔性、对工件的热影响小等优点。
激光熔覆具有较低的稀释率、更好的加工柔性、对工件的热影响小等优点。

热喷涂
 热喷涂涂层沉积速率虽高,但粉体利用率仅为50%。涂层存在1%~2%孔隙率,腐蚀介质会通过这些空隙对基体造成腐蚀。热喷涂在工作中容易产生噪音及粉尘污染,影响环境及人员身体健康。
热喷涂涂层沉积速率虽高,但粉体利用率仅为50%。涂层存在1%~2%孔隙率,腐蚀介质会通过这些空隙对基体造成腐蚀。热喷涂在工作中容易产生噪音及粉尘污染,影响环境及人员身体健康。激光熔覆
 激光高速熔覆制备涂层组织致密、无气孔,且涂层与基体为冶金结合方式,结合强度高。
激光高速熔覆制备涂层组织致密、无气孔,且涂层与基体为冶金结合方式,结合强度高。
堆焊
 堆焊技术可制备高质量无缺陷的金属涂层,高沉积效率伴随高能量输入,会诱发基体材料的组织性能转变和热损伤。
堆焊技术可制备高质量无缺陷的金属涂层,高沉积效率伴随高能量输入,会诱发基体材料的组织性能转变和热损伤。激光熔覆
 激光高速熔覆的方式,大部分能量被粉末吸收,因此基材的热输入量少,其热影响区和热变形也相对更小,对于薄壁和薄板材的熔覆效果更好。
激光高速熔覆的方式,大部分能量被粉末吸收,因此基材的热输入量少,其热影响区和热变形也相对更小,对于薄壁和薄板材的熔覆效果更好。
应用场景
- 扫码关注

服务号

订阅号